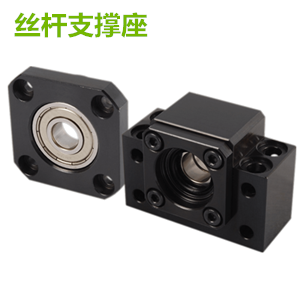



优势特点:EF12丝杆轴承座修复方法:传统的方法一般采用堆焊后机加工来进行修复,而堆焊会使部件表面达到很高温度,造成部件变形或产生裂纹,通过机加工获取尺寸造成停机时间的大大延长。


| 型号 |
轴径 D1 |
A | B | C | E | H1 | h | H | L | X | Y | Z | C型扣环 | 轴承型号 |
| ±0.02 | ±0.02 | |||||||||||||
| EF12 | 10 | 70 | 52 | 36 | 35 | 24 | 25 | 43 | 20 | 9 | - | - | C10 | 6000ZZ |


| 型号 | 适用轴杆外径 D | D1 | E | C型扣环 | ||
| A | B | C | ||||
| EF12 | Ø14、Ø15、Ø16 | 10 | 11 | 9.6 | 1.15 | 9.15 |
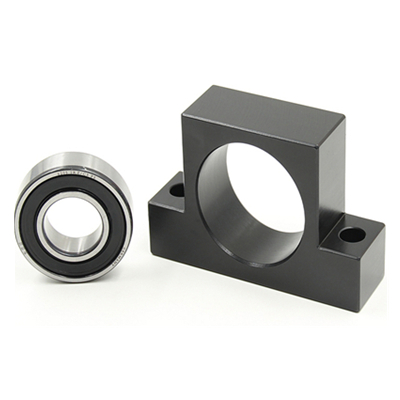
EF12丝杆轴承座修复方法
传统的方法一般采用堆焊后机加工来进行修复,而堆焊会使部件表面达到很高温度,造成部件变形或产生裂纹,通过机加工获取尺寸造成停机时间的大大延长。而采用高分子复合材料进行现场修复,既无热影响,修复厚度也不受限制,产品所具有的耐磨性及金属材料不具备的退让性,确保修复部位百分百的接触配合,降低设备的冲击震动,避免磨损的可能性。现场修复,避免机加工的方法。
上一篇:EF10
下一篇:EF15